Der MDI-Modus erlaubt eine sehr direkte Steuerung des IMA Bearbeitungszentrums über die Eingabe von "Sätzen" (z.B. G0 X1000 Y500 Z30) und "Worten" (Umgangsprachlich Befehle. z.B: M6) in GCODE. Die Abkürzung MDI steht für Manual Data Input. Der MDI-Modus ist besonders wichtig für den manuellen Werkzeugwechsel außerhalb von Programmen, kann aber auch genutzt werden, um Positionen anzufahren. Er wird auch benötigt in den meisten Anleitungen zur Fehlerbehebung, beispielsweise wenn ein Werkzeugwechsel abgebrochen wurde.
Mit dem IMA BAZ darf im MDI-Modus kein Werkstück bearbeitet werden. Dies ist vom Hersteller ausschließlich für den Automatikbetrieb vorgesehen und nur in diesem sicher möglich.
MDI Kurzanleitung
Um den MDI-Modus zu starten, wird zunächst die NUM-Steuerung aufgerufen. Mit der [Mode]-Taste wird die Betriebsmodus-Softkey-Leiste aufgerufen. In dieser kann der MDI-Modus mit dem [MDI]-Softkey aufgerufen werden.
Grundsätzliche Funktion
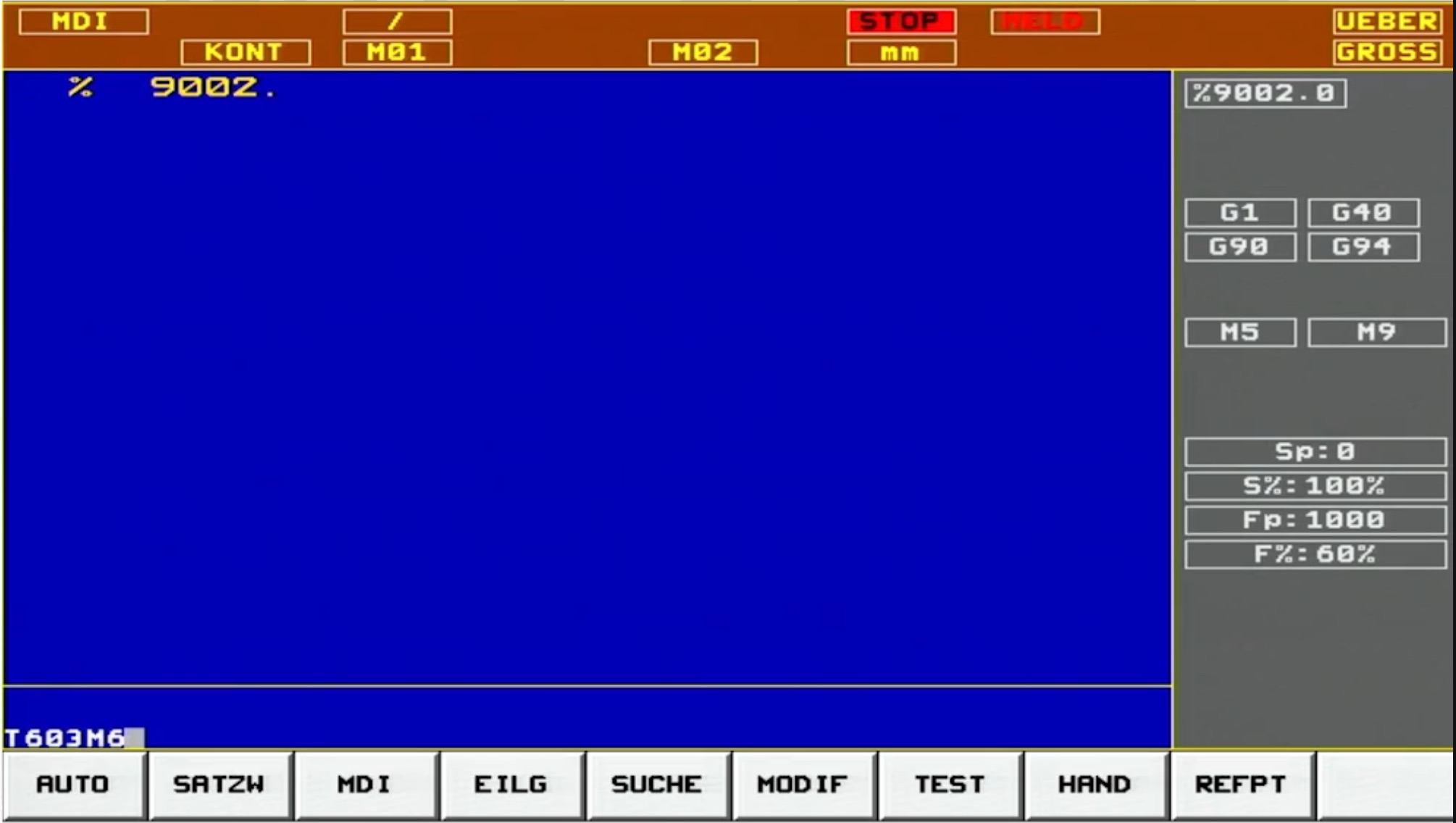
Im MDI-Modus werden die eingegebenen Befehle unten links angezeigt. Ist der Befehl korrekt, wird die Eingabe mit [Enter] bestätigt. Damit der Befehl auch ausgeführt wird, muss zweimal die Taste [Cycle start] auf der Maschinentastatur gedrückt werden.
Anwendungen
Im MDI-Modus kann ein Werkzeugwechsel vorgenommen werden. Hierfür wird T gefolgt von der Werkzeugnummer, gefolgt von M6 eingegeben, z.B. T603M6 um das Werkzeug 603 einzuwechseln. Dies wird mit [Enter] bestätigt und durch zweifaches drücken von [Cycle start] auf der Maschinentastatur ausgelöst.
Soll nur das Werkzeug abgelegt werden, so wird das leere Werkzeug 600 eingewechselt, entsprechend lautet der Befehl T600M6.
Zum Anfahren einer bestimmten Position können die GCODES G0 und G1 verwendet werden. Dies ist zum Beispiel beim Arbeiten mit Opferplatte sinnvoll, um in Kombination mit Laser und Kamera zu prüfen ob Schrauben getroffen werden.
- G0 fährt die gegebene Position mit maximaler Geschwindigkeit (Eilgang) an z.B. G0 X1500 Y600 Z30
- G1 fährt die gegebene Position mit dem gegebenen Vorschub F an z.B. G1 X1000 Y400 Z20 F500
- G9 fährt mit maximaler Geschwindigkeit (Eilgang) bis kurz vor die gegebene Position und diese dann langsam besonders präzise an z.B. G9 X1500 Y600 Z30
⚠ Das IMA BAZ verfügt über keine Funktion, die eine Kollision mit Maschine oder Werkstück verhindert. Besonders wenn ein Werkstück aufliegt oder ein Aggregat/Fräser tiefer steht als der Maschinentisch, muss zunächst die Z-Achse einzeln hochgefahren werden! In bestimmten Fällen muss z.B. auch das Horizontal Bohr- und Fräsaggregat erst Freigefahren werden. Im Zweifel ist ein händisches Verschieben der Achsen sicherer als ein Fahren über GCODE!
- Wird ein Werkzeugwechsel abgebrochen oder die Werkzeugaufnahme scheitert, kann es zu den Fehlermeldungen "N????$ Werkzeug noch in Spindel", "Werkzeug in Spindel nicht gespannt" oder "Wz. Wechsler abgebrochen mit MDI M13 quitt". In diesem Fall unbedingt genau die Anleitungen im Wiki befolgen, damit es zu keinem Schaden kommt.
Auch andere GCODES und MCODES funktionieren im MDI-Modus, sind jedoch für keine Anwendung außer zu Wartungs- und Servicezwecken sinnvoll und sollten daher unbedingt unterbleiben, da der Betrieb der Maschine im Hand- und Automatikmodus erheblich sicherer und das Verhalten der Achsensteuerung vorhersehbarer und erprobt ist.