Schweißraum
Anleitung Schweißwerkstatt:
1) Ist der Tisch sauber?
Also frei von Krümeln, Metallstaub, festgeschweißten Blobs aus Metall die den Tisch uneben machen, Projektleichen
Ja? geh zu Punkt 2)
Nein? Beschwer dich im Slack #Schweiẞwerkstatt, dann 2)
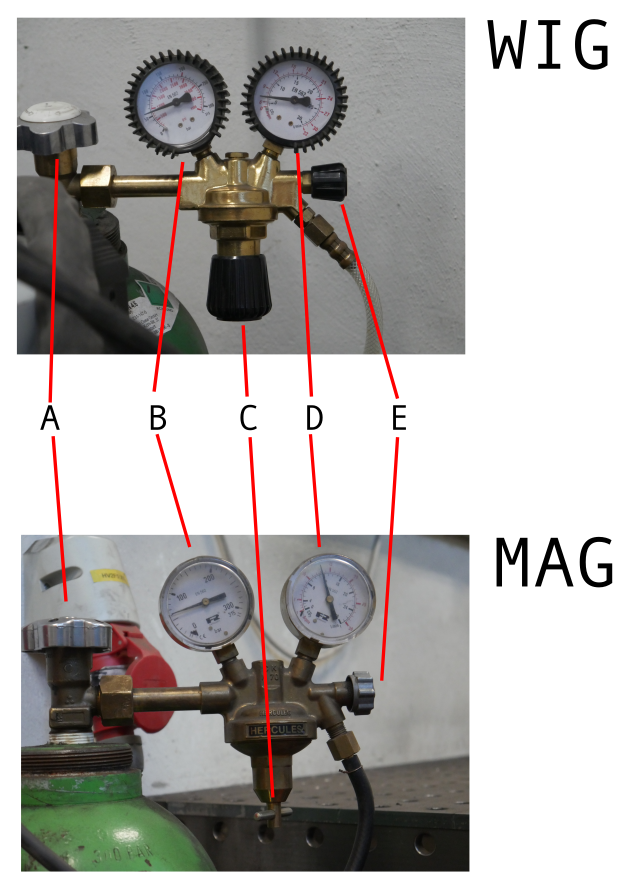
2) Ist die Gasliste da und zeigt sie den aktuellen Gasstand an?
Es gibt eine Gasliste für das MAG Gerät und eine für das WIG Gerät, da die beiden verschiedene Flaschen haben.
D
Eine gute Gasflussmenge beim MAG schweißen hat folgendes zu tun:
a) schützt das Metall neben der Schweißnaht vor zu viel Rost
b) führt eine kontrollierte Menge Sauerstoff und Kohlenstoff zu der Schweißnaht hinzu, daher MAG=Metall-!AKTIV!-Gas
und erhöht damit die Schweißtemperatur beim MAG Schweißen gegenüber MIG schweißen ERHEBLICH. Nachteil: Brennendes Eisen spritzt und "spuckt" wild in der Gegend herum und kleine Perlen aus flüssigem Stahl kleben hinterher an vielen Metalloberflächen wie dem Werkstück und dem Schweißtisch. Der Schweißtisch ist hinterher unbedingt mit der Flex (und dem Handfeger) von diesen festgeschweißten Metallperlen zu reinigen!
Auf der negativen Seite von viel Gasfluss stehen hauptsächlich die Kosten. Beim MAG schweißen kontrolliert ihr auch den Einbrand bzw wie heiß die Schweißnaht wird und damit wie tief im Material das Metall schmilzt, bei dünnen Blechen ist daher nicht viel Gas eventuell hinderlich. Beim WIG schweißen kann bei "zu viel" Gas - abgesehen von den Kosten - lediglich passieren dass die Gasströmung aus der Gasdüse von laminarer Strömung (glatt) in turbulente Strömung (mit viel Wirbeln) über geht und dabei Luft (und damit Sauerstoff) in den Schutzstrom mit "hineinwirbelt" und dadurch die Schutzfunktion schlechter wird, als sie bei niedrigerer Strömung ist. (laminare Strömung vs. wirbel Strömung Schaubild zeigen)
Wie viel Liter pro Minute sollte ich beim MAG schweißen verwenden?
4-10L/min. 4 ist eher geizig (und eventuell hinderlich), 6L/min ist üblich, bei sehr dicken Stahl und unzureichend Strom (der Schweißdraht schmilzt zu schnell aber der Einbrand bzw die Hitze ist noch nicht tief/heiß genug) ist auch 15 L/min denkbar. Für n
Zur Elektrode:
Die Wolframelektrode muss stets sauber sein. Sauber heißt: nicht verfärbt und kein fremd-Metall auf der Oberfläche. Die Oberfläche der Elektrode ist wichtig und wenn Stahl oder Aluminium auf der Elektrode stört sehr stark beim Schweißen. Wenn ihr mit der Elektrode Metall berührt hört ihr immer ein leises (oder lautes) Zischen und bei Stahl oder Edelstahl verfärbt sich die Plasmaglocke und ist oft grün. Betrachtet regelmäßig die Form (spitz oder stumpf?) und Farbe (metallisch-glänzend oder nicht?) eurer Elektrode.
Wie, was, Rubinschaum?? ->
Ja, Rubinschaum ist wonach es sich anhört. Künstlich hergestellter (aber 100% echter!) Rubin kann sehr billig und einfach industriell hergestellt werden. (Bild von meinem Rubinbrocken zuhause zum Vergleich) Rubinschaum ist daher eine beliebte Wahl für Gasdüsen zum Schweißen und Plasmaschneiden. Der Rubinschaum ist rosa (nicht blutrot wie Rubin) aus dem gleichen Grund wie Schnee im Gegensatz zu Eis nicht durchsichtig sondern weiß ist. https://www.sciencephoto.com/media/135263/view
Ich habe einen fetten Brocken (gekauft für 5€) davon zuhause, kann den mal mitnehmen wenn ihr den sehen wollt.
Beim WIG-Schweißen sollte die Elektrode 2-6mm vom Stahl entfernt sein. Das Handgelenk sollte an den Handwurzelknochen aufliegen damit man wie beim Handschreiben feine Kontrolle über die Bewegung und Position der Elektrodenspitze hat. Per Hand schreiben ohne das Handgelenk fest auf dem Tisch aufliegend zu haben funktioniert auch deutlich schlechter als mit Handwurzelknochen auf dem Tisch. Es ist extrem wichtig dass man zu allen Zeitpunkten sieht was die Elektrode tut. Das ist etwas womit in meiner Erfahrung Leute am meisten Schwierigkeiten haben. Die Spitze der Elektrode muss für euch IMMER - und ich meine IMMER - sichtbar sein beim schweißen. Das ist beim WIG Schweißen anders als beim Schreiben auf Papier, da man nie die Stahl/Alu Oberfläche berühren darf, aber permanent in nur 2-6mm Abstand davon ist.
Recent space activity
Space contributors
Ansprechpartner für den Schweißbereich sind die Bereichsleiterinnen Sebastian Brandl & Petra Wedel
- Daniel Herrmann (2020/09/28 20:42)
- 2c92808c748dd4770174d60d1c0c0000 (2020/09/28 21:01)
- jfrenzel (2022/03/23 15:09)
- XWikiGuest (2025/09/16 11:49)
- Ansgar Schaefer (2025/09/16 11:57)